全国服务热线:
184-5242-8396
- 工程方案
- 生产研发
- 制造安装
全国服务热线:
184-5242-8396
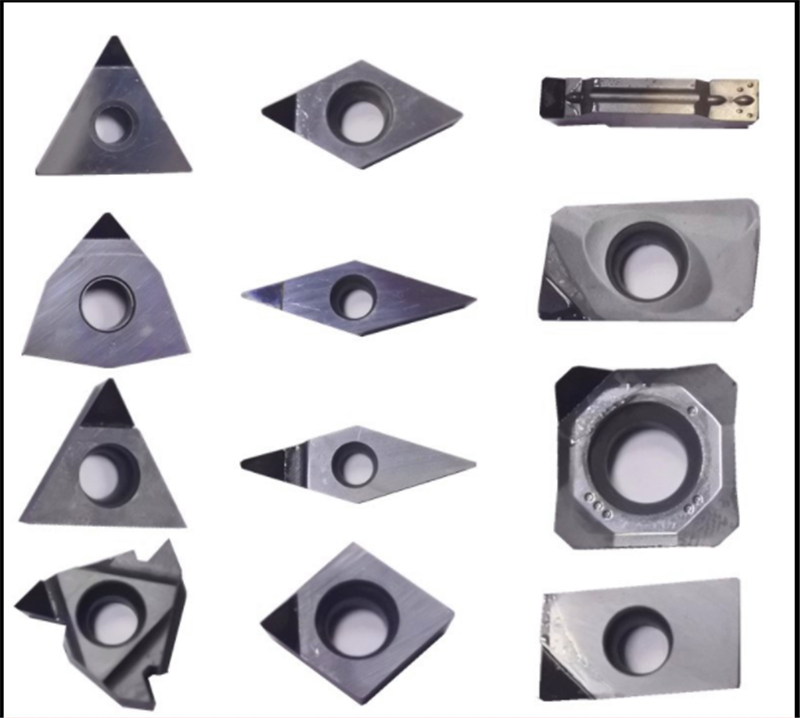
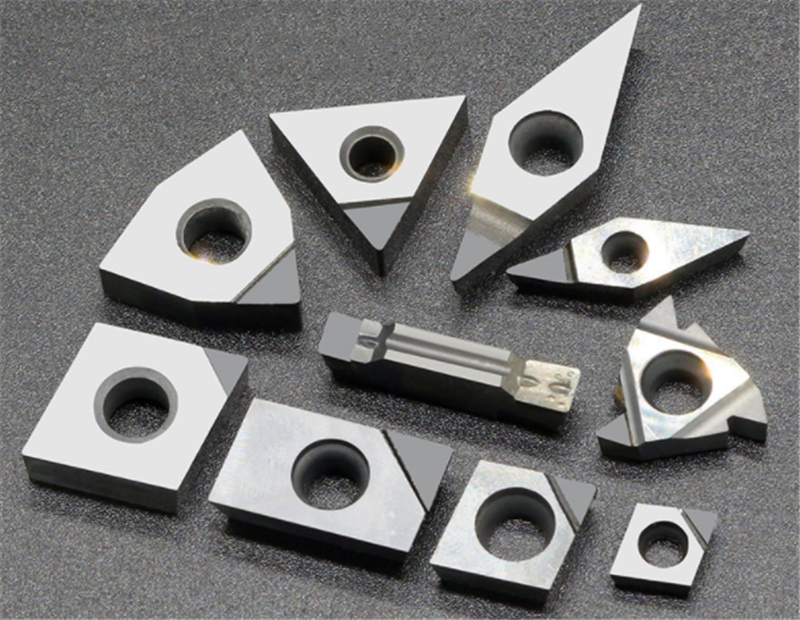
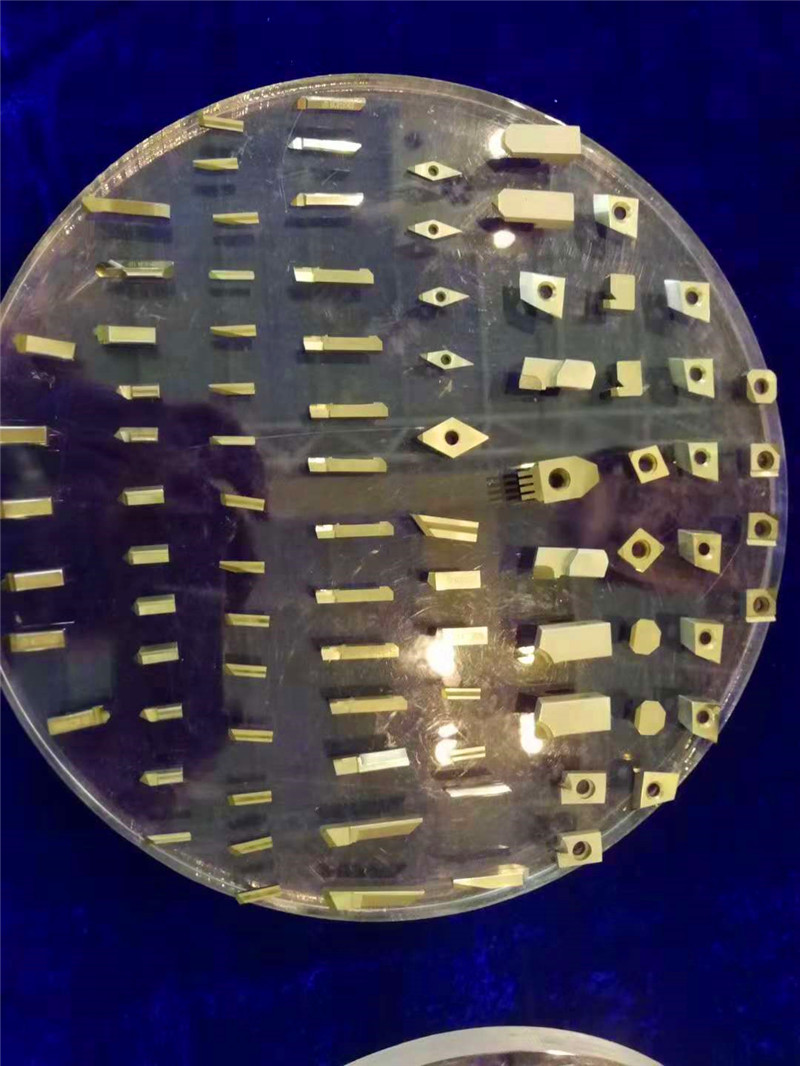
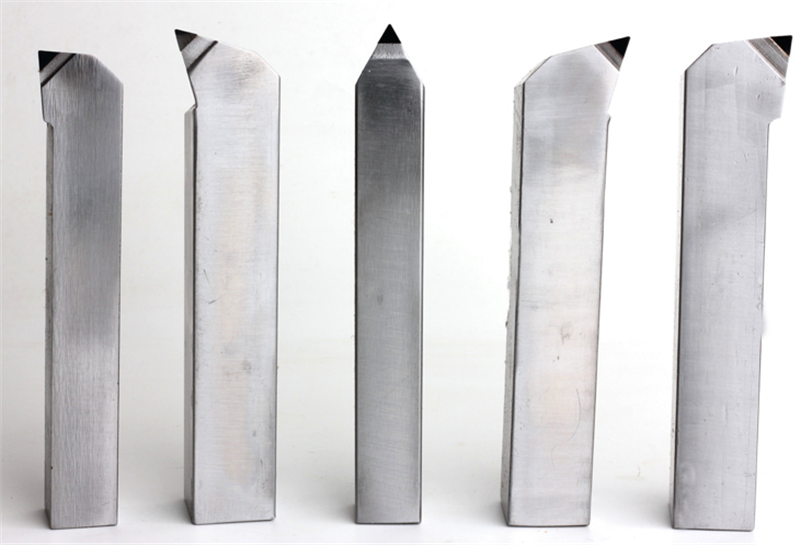
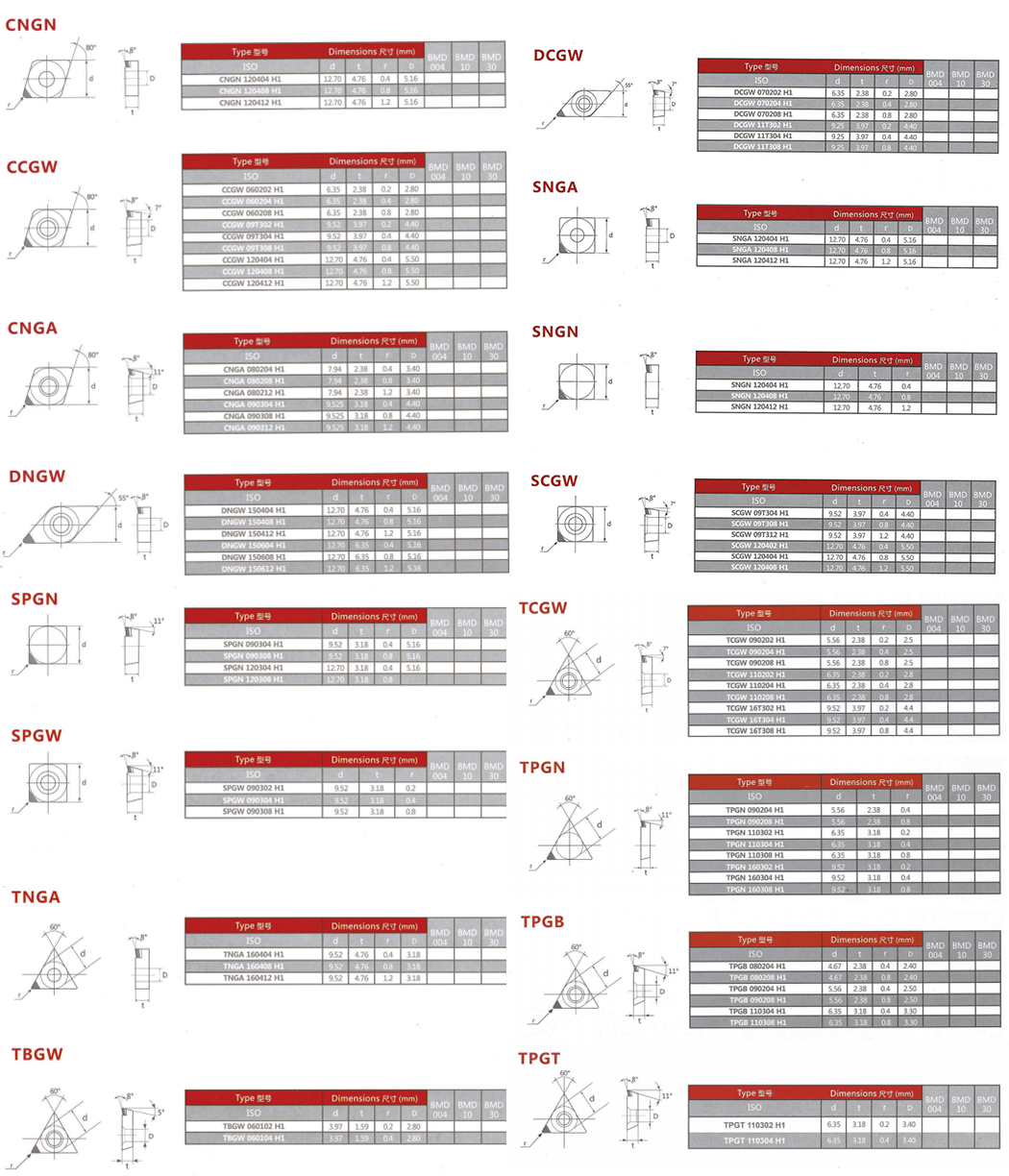
赛越精密-产品
产品丰富应用于各个领域
| 工件材料 | 切削参数 | |||
| 切削速度 | 进给量 | 切削深度 | ||
| Vc(mm/min) | Fr(mm/r) | ap(mm) | ||
| 铝合金 | 4-8%SI | 100-5000 | 0.03-0.5 | 0.1-3.0 |
| 9-13%SI | 100-3000 | 0.03-0.5 | 0.1-0.3 | |
| >13%SI | 100-2500 | 0.03-0.4 | 0.1-2.5 | |
| 铜合金 铜、锌、黄铜 | 100-1000 | 0.03-0.3 | 0.1-3.0 | |
| 钛合金 | 100-200 | 0.05-0.2 | 0.1-2.0 | |
| 硬质合金 | Co<16% | 15-40 | 0.1-0.25 | 0.1-1.0 |
| Co>16% | 10-30 | 0.03-0.1 | 0.05-0.3 | |
| 木材 | 100-4000 | 0.1-0.4 | 0.1-3.0 | |
| 石墨 | 100-600 | 0.1-0.5 | 0.05-2.0 | |
| 金属复合材料 | 300-600 | 0.3-0.4 | 0.2-1.5 | |
| 复合材料 | 碳纤维 | 200-2000 | 0.05-0.3 | 0.1-3.0 |
PCD是聚晶金刚石的简称,它的硬度可以达到8000HV是硬质合金的120倍,PCD的导热系数为硬质合金的1.5~9倍,甚至高于PCBN和铜,因此PCD刀具传热迅速;PCD的摩擦系数一般仅为0.1~0.3因此PCD刀具可显著减小切削力;PCD的热膨胀系数仅为硬质合金的1/5,因此PCD刀具热变形小,加工精度高;PCD刀具与有色金属铝,铜,锌,钛等合金,以及非金属石墨,陶瓷,玻璃,橡胶,硬质碳纤维,环氧树脂复合材料,石材,木料等亲和力很小,在加工过程中切屑不易粘结在刀尖上形成积屑瘤。所以PCD刀具在这些材料的加工上面不可替代。
本公司生产的PCD刀具选用优质的进口材料,以专业优质的行业标准,为客户量身打造适合客户产品的方案。欢迎客户来图、来样定制。为客户提供优质成熟的产品,是我们的追求。
细微颗粒钨钢
高性能的钢钨性质
让我们的产品坚固实用
刃口精磨工艺
产品品牌工艺
效率打磨刃口
锋利耐磨不易断刀
锋利刃口
经久耐用
良好排屑效果
科学槽型设计
排屑流畅不粘刀
光洁度高
表面光洁锋利
不易沾染杂质污垢

1、航空航天、汽车零件加工、风电配件
2、木地板、家具、建筑外板
3、石材雕刻、塑料、陶瓷
4、手机制造业
定制方案一:来图定制
联系客服
发送图纸
签订合同
批量生产
刀具试样
刀具打样
定制方案二:无图纸上门定制
联系客服
上门了解
需求分析
制定方案
制定图纸
图纸确认
批量生产
确认生产
刀具调整
刀具试样
刀具打样
签订合同
赛越设备精良
具备全方位研发实力
常州赛越精密工具有限公司拥有多年对工具产业的生产和开发的经验,为企业提供专业的非标刀具设计、制造解决方案。





开发新产品 引进国外数控磨床及先进的检测设备
本公司主要生产车削刀具、铣削刀具、孔加工刀具、可转位刀片、数控刀柄、硬质合金零件等产品。产品丰富应用于医疗器械、汽车制造、轨道交通、IT行业、模具生产等各行各业


CopyRight © 2020 常州赛越精密工具有限公司
All Rights Reserved 苏ICP备20014865号-1
【免责声明】